作者:洁普智能环保 发表时间:2024-11-13
一、钢铁转炉短流程协同资源化利用铁质废包装桶技术
1适用范围
钢铁转炉短流程协同资源化利用铁质废包装桶。
2技术原理及工艺
该技术是将沾染废矿物油、油漆的危险废物铁质包装桶进行清残压块,并利用其中的废铁作为炼钢材料。处理过程中产生的废油、油漆回收后交由第三方资质单位再利用。该技术建立了一套钢铁转炉短流程协同资源化利用铁质废包装桶的危废处置工艺,形成自动化清残压块、危废贮存及处置、压块转炉资源化利用的技术方法。
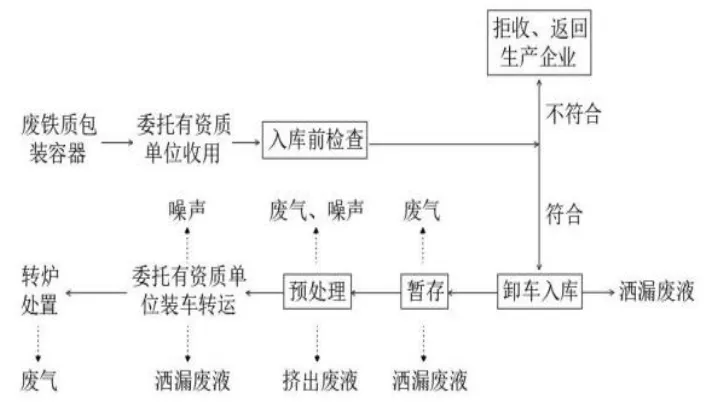

3技术指标
年工作330d(7920h),年处理量4500吨,每天处理量约15吨。其中,废铁质容器φ580×930约占70%,重量10.5吨,约600个,各种小规格约占30%,约4.5吨。废铁质包装桶压块重量:220-230kg/个。
4技术功能特性
(1)采用机械清残、压块方法预处理废铁质包装桶。
(2)清残后的其他危废及粘连的少量危废在转炉中高温处置。
(3)利用转炉生产工艺协同处置危废,瞬间高温达1600-1800℃。
二、钢筋撕碎线
1适用范围
废钢筋破碎。
2技术原理及工艺
钢筋撕碎线是一款能将废旧钢筋撕碎成一定尺寸的钢筋颗粒的成套设备,由撕碎主机、入料输送设备、出料输送设备、动力驱动系统、智能控制系统等组成。
废旧钢筋预处理后,由抓取设备将其抓取到进料传送设备上,物料被摊铺均匀的同时,非金属等杂料被挑选出来。而后,物料进入到撕碎主机中的剪切腔体中,通过双辊式剪切刀片将其撕碎切断,产出一定尺寸的颗粒。
工艺过程:抓料上料→物料分选→主机撕碎→出料。
3技术指标
出料合格率98%以上,刀片使用寿命1000小时以上,产能3-30吨/小时。
4技术功能特性
(1)将杂乱钢筋撕碎成长度约10cm的钢筋颗粒。
(2)液力缓冲技术与多动力合流技术。
(3)智能变频控制与负载自适应技术。
三、不锈钢短流程炼钢固废资源化综合利用
1适用范围
短流程冶炼企业固废资源综合利用领域。
2技术原理及工艺
该技术可将氧化铁皮、除尘灰、污泥、钢渣处理回用摇床金属料、抛丸珠粉等固废通过干化制球,球团作为冶炼原料使用。
(1)除尘灰制球技术方案及系统原理
除尘灰通过气力密闭输送进入灰原料仓,经输送至消解、搅拌机,同时配加粘合剂进行搅拌,进入强力混合机二次搅拌,再进入压球机制球,球团入干燥机干燥,成品干燥球团入炉冶炼回用。
(2)污泥干化制球技术方案及系统原理
湿污泥进入烘干机干化,干化后的污泥通过螺旋输送机输送进干料料仓,干燥物料与粘合剂按比例投入双轴搅拌机搅拌,后进入压球机制球,球团再进入干燥机干燥,成品球团入炉冶炼回用。
(3)钢渣处理回用金属料及氧化铁皮等金属固废干化制球技术方案及系统原理
摇床料、氧化铁皮等通过螺旋机给料,进入回转窑干燥机,干燥物料及粘合剂送入行星轮碾机搅拌,搅拌合格进入压球机制球,球团进入干燥机干燥,成品球团入炉冶炼回用。
3技术指标
球团水分控制在1%以下,球团抗压强度1000N/cm²以上。
4技术功能特性
(1)不锈钢固废球团方法制作的冷压球团具有成球率高、粘结强度大、成球后干燥时间短等特点。
(2)利用除尘灰等固废制作冷压球团,相比于返回烧结系统再利用的方式,可减少烧结过程中的扬尘问题。
四、再生桶生产工艺及智控技术
1适用范围
再生桶综合利用。
2技术原理及工艺
该技术采用基于PLC的废包装桶再生生产线系统控制技术,开发了再生桶生产全过程智控系统,包括再生桶的智能化检测技术、清洗工艺改进与智能控制技术、烘干及烘漆工段热工技术与智能控制技术、智能化生产线的控制技术等。
全过程智控主要工艺流程为:上桶→整形→再生桶残留液的智能化检测与分类处置→再生桶的清洗→再生桶烘干及烘漆工段→成品桶。


3技术指标
再生桶生产智能可控。
4技术功能特性
(1)研发了“高压蒸汽加热烘干”技术,采用变频调温自动化加热方式,实现了再生桶的均匀烘干,生产过程中清洗液循环使用。
(2)研发了基于PLC的再生桶生产工艺及智控技术系统,集成桶内残留液X射线智能识别、高效清洗剂研发与智能分配、桶身边口一体化智能整形和智能烘干及烘漆等工艺设备及控制模块,实现再生桶生产及系统运行的智能化。
摘自:《国家工业资源综合利用先进适用工艺技术设备目录》
下一篇:危险废物是怎样资源化利用的?
上一篇:医疗垃圾无害化处理流程
相关文章
农膜地膜破碎用什么破碎机好?双轴粗破+单轴细碎几万到十几万,投资一台小型单轴撕碎机,打通废料资源厨余 “魔法破碎机”:让剩菜剩饭变身绿色宝藏,解锁《固废十条》的5个重点棕榈叶破碎到5公分以下做生物炭,用哪种撕碎机好点废成金!约旦某铝业公司年破碎分选万吨废铝在线留言
填写您的需求,我们会尽快与您取得联系;注:请您填写相关信息,以便相关人员第一时间与您联系
豫ICP备17011662号
@ 郑州洁普智能环保技术有限公司
固定电话:0371-56177322 移动电话:15838232021